
GROUPE LONGXIANG
La fabrication et les pistes de moulage en plastique de classe mondiale
Accueil / Créez vos pièces
Dans cette section, vous en saurez plus sur notre service de moulage par injection plastique et découvrirez des informations directement liées aux procédés de moulage par injection.
Choisissez un matériau

Une sélection des matériaux de thermoformage sur mesure les plus couramment utilisés est listée ci-dessous.
ABS (acrylonitrile butadiène styrène) : matériau très commun. Bonne rigidité et résistance aux chocs. Disponible dans une grande variété de couleurs et plusieurs textures. Disponible en grades UL94-V0 (ignifuge).
ACRYLIQUE (PMMA - polyméthacrylate de méthyle, plexiglas) : Matériau résistant à l'eau et à l'abrasion. Facilement fabriqué. Disponible dans les catégories modifiées d'impact. Beaucoup de couleurs disponibles.
PEHD (Polyéthylène Haute Densité) : Excellent impact et résistance chimique. Bonnes propriétés à basse température. Dimensionnellement pas aussi stable que d'autres matériaux.
HIPS (High Impact Polystyrene) : Faible coût, se forme facilement. Disponible dans beaucoup de couleurs. Plus fragile que l'ABS.
KYDEX (mélange PMMA / PVC) : Bon matériau général, offrant un excellent impact et une résistance chimique dans une feuille hautement cosmétique. La plupart des grades sont ignifuges selon UL94-V0. Disponible dans beaucoup de couleurs et de textures.
PC (Polycarbonate) : Très haute résistance aux chocs. Clair. Résistance à haute température.
PEI (Polyétherimide, Ultem) : Matériau de très haute température. Autoclavable. Couleur ambre naturelle.
PETG (Polyéthylène Téréphtalate Glycol) : Clair, avec une excellente résistance aux chocs. Formes bien.
PP (Polypropylène) : Excellente résistance chimique. Rigide, avec une très bonne résistance aux chocs. Bon à des températures plus élevées. Mais dimensionnellement pas aussi stable que d'autres matériaux, similaire à HDPE.
PVC (chlorure de polyvinyle) : matériau rigide. Très bonne résistance aux chocs. Ignifuge. Disponibilité limitée.
TPO (polyoléfine thermoplastique) : propriétés d'impact exceptionnelles. Disponible avec une finition à haute brillance. Bon pour les applications à l'extérieur. Plus difficile à former, en particulier les formes de tirage profondes.
D'autres matériaux spécialisés sont disponibles, il suffit de nous contacter.
Équipement
Machines de moules d'injection
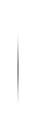
Les machines de moulage par injection, également appelées presses, sont constituées d'une trémie de matériau, d'un piston d'injection ou d'un plongeur à vis et d'une unité de chauffage. Les moules sont serrés sur le plateau de la machine de moulage, où du plastique est injecté à travers l'orifice de coulée pour créer des moules d'injection.
Les presses sont évaluées par le tonnage, qui est le calcul de la quantité de force de serrage que la machine peut exercer. Cette force maintient le moule fermé pendant le processus de moulage par injection. Le tonnage peut varier de moins de 5 tonnes à 6000 tonnes, les chiffres les plus élevés étant utilisés dans relativement peu d'opérations de fabrication. La force de serrage totale requise est déterminée par la surface projetée de la pièce personnalisée en cours de moulage. Cette zone projetée est multipliée par une force de serrage de 2 à 8 tonnes pour chaque pouce carré des zones projetées. En règle générale, 4 ou 5 tonnes / po peuvent être utilisées pour la plupart des produits moulés par injection. Si le matériau plastique est très rigide, il faudra plus de pression d'injection pour remplir le moule, donc plus de tonnage de serrage est nécessaire pour maintenir le moule fermé. La force nécessaire peut également être déterminée par le matériau utilisé et la taille de la pièce, des pièces en plastique plus grandes nécessitant une force de serrage plus élevée.
Aujourd'hui, les presses électriques reprennent les machines de moulage par injection hydraulique typiques. Les entreprises qui fabriquent des moules d'injection les préfèrent, car elles consomment 80% moins d'énergie et près de 100% de répétabilité en utilisant des servomoteurs électriques. Alors que le coût d'une machine à mouler électrique est généralement supérieur de 30% à celui d'une presse hydraulique, la demande accrue de moules d'injection comble le manque de coûts. On estime qu'au cours des 20 prochaines années, les machines à mouler hydrauliques feront désormais partie du passé, car de plus en plus de moulistes font le choix de rester compétitifs.
Nous avons 80-3000tons machines d'injection de plastique, nous pouvons répondre à n'importe quelle petite et grande taille entièrement pour les clients, nous pouvons vous fournir les pièces en 10 jours ou moins.
Comment fonctionne le moulage par injection?
Les granulés de matière pour la pièce sont alimentés via une trémie dans un cylindre chauffé, fondus en utilisant des bandes chauffantes et l'action de frottement d'un cylindre à vis à mouvement alternatif. Le plastique est ensuite injecté à travers une buse dans une cavité de moule où il se refroidit et durcit à la configuration de la cavité. L'outil de moulage est monté sur une platine mobile - lorsque la pièce est solidifiée, le plateau s'ouvre et la pièce est éjectée à l'aide de goupilles d'éjection.
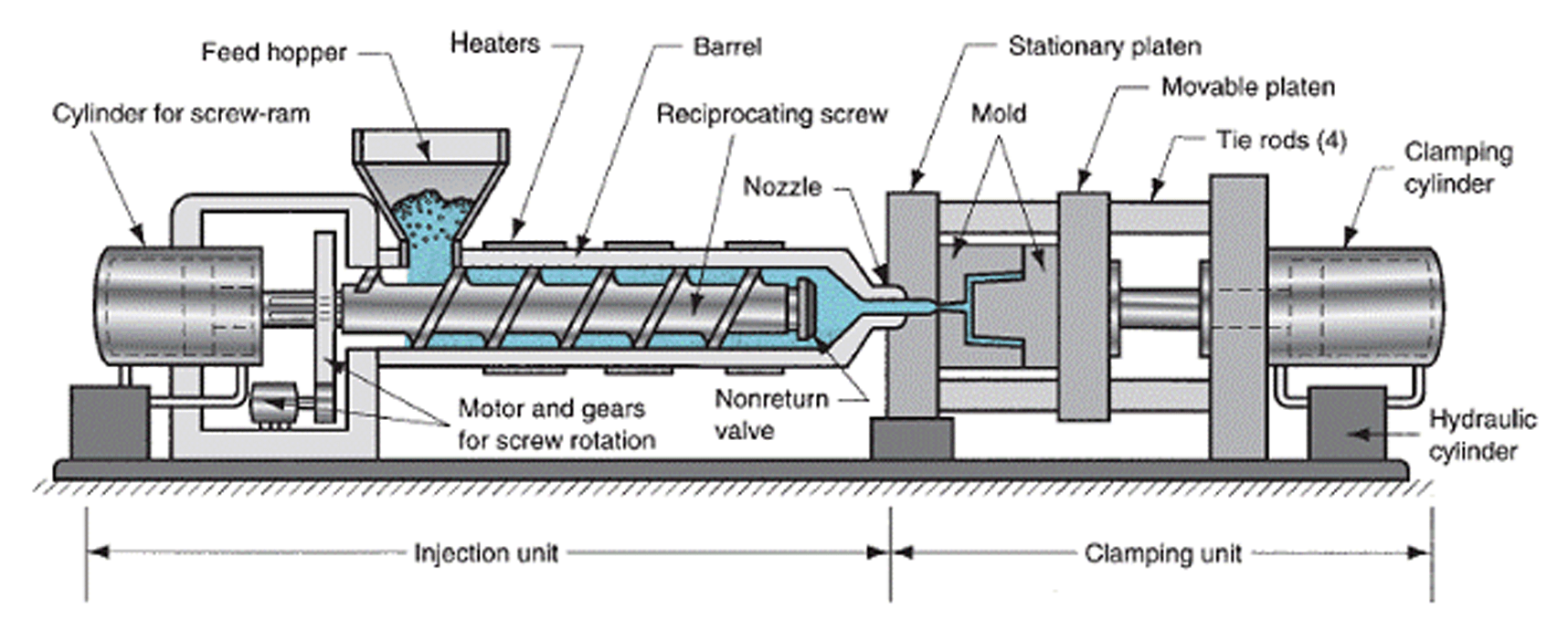
Après la conception d'un produit, généralement par un designer industriel ou un ingénieur, les moules sont fabriqués par un fabricant de moules (ou outilleurs) en métal, généralement en acier ou en aluminium, et usinés avec précision pour former les caractéristiques de la pièce désirée.
Cycle de moulage par injection
La séquence d'événements pendant le moulage par injection d'une pièce en plastique est appelée cycle de moulage par injection. Le cycle commence lorsque le moule se ferme, suivi de l'injection du polymère dans la cavité du moule. Une fois la cavité remplie, une pression de maintien est maintenue pour compenser le rétrécissement du matériau. Dans l'étape suivante, la vis tourne, alimentant le prochain coup à la vis avant. Cela provoque la rétraction de la vis lors de la préparation du tir suivant. Une fois la pièce suffisamment refroidie, le moule s'ouvre et la pièce moulée par injection est éjectée. Les entreprises de moulage utilisent généralement la formule ci-dessous pour déterminer le temps de cycle des moules d'injection.
Temps total = 2M + T + C + E
Où:
(2M) = Deux fois le temps d'ouverture / de fermeture du moule
(T) = Temps d'injection (S / F)
(C) = temps de refroidissement
(E) = Temps d'éjection (E)
(S) = Taille du moule (in3)
(F) = Débit (en3 / min)
La durée totale du cycle peut être calculée en utilisant tcycle = tclosing + tcooling +
Les temps de fermeture et d'éjection des pièces moulées par injection peuvent durer d'une fraction de seconde à quelques minutes, selon la taille du moule et de la machine. Les temps de refroidissement, qui dominent le processus, dépendent de l'épaisseur maximale de la pièce.
Coût
Le coût de fabrication des moules d'injection dépend d'un très grand nombre de facteurs allant du nombre de cavités, de la taille des pièces (et donc du moule), de la complexité des pièces, de la longévité attendue des outils, des finitions de surface et bien d'autres. Le coût initial est élevé, mais le coût de la pièce est faible, donc avec des quantités plus importantes, le prix global diminue. Avec la concurrence mondiale, les entreprises ayant un système de qualité ISO auront généralement de meilleurs prix car elles ont aligné leurs processus et produit moins de défauts. Guideline Coût des moules.
Différentes cavités du moule, différents prix unitaire de la pièce, bien sûr, le coût de la moule aussi différent.
Plus les cavités des moules, plus le coût serait plus élevé, mais le prix unitaire de la pièce sera moins cher.
Sigle Cavité (1 * 1)
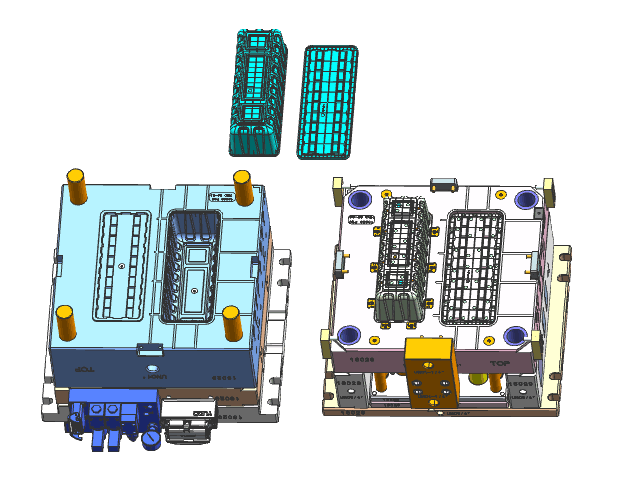
Deux cavités (1 * 2)
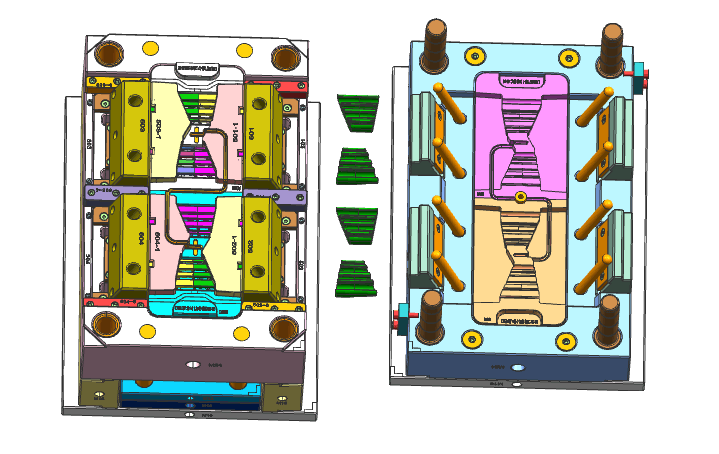
Quatre cavités (1 * 4)
CONTACT
- Téléphone:
+86 020-29869896
+86 13178879403
+86 13570392519
- Email:
- sales4@longxiang-ltd.com
- WhatsApp:
- 8613570392519
- Adresse détaillée:
- No.96-1 Qixin Road, Dongchong Town, Nansha District, Guangzhou, Guangdong, China, 511453
COMPAGNIE
Abonnement
inscrivez-vous pour le dernier catalogue, nouveau design et promotion
